一套荧光检漏套装解决工业设备泄漏
LUYOR-6801荧光检漏仪是美国路阳公司生产的荧光检漏仪套装,适用于检查小到中等规模的油基液体系...
2024-03-28

作者:荧光探伤事业部时间:2020-01-15 20:26浏览16482 次
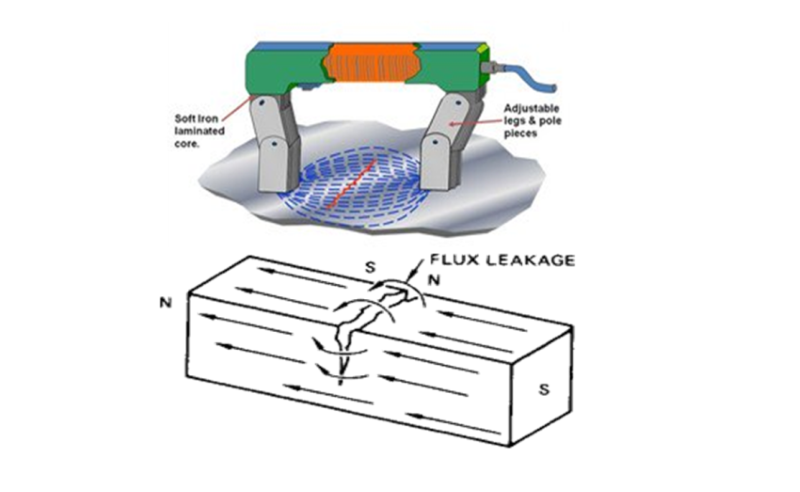
荧光磁粉探伤法必须使用紫外线灯。由荧光磁粉探伤原理可知,在实施荧光磁粉探伤时必须配备专用的紫外线灯,这给探伤工作带来一些不便(一般荧光磁粉探伤不适应单人作业)。另外,由于紫外线灯幅射长波紫外线,对人体皮肤及眼晶体有伤害作用,在使用紫外线灯时必须注意光束能直接照射人眼或皮肤。
磁粉探伤与渗透探伤都是无损探伤材料表面的。
磁粉检测适用范围
1)适用于检测铁磁性材料表面和近表面尺寸很小、间隙极窄(如长0.1mm、宽为微米级的裂纹)、目视难以看出的缺陷。
2)适用于检测工件表面和近表面的裂纹、白点、发纹、折叠、疏松、冷隔气孔和夹杂等缺陷,但不适用于检测工件表面浅而宽的划伤、针孔状缺陷、埋藏较深的内部缺陷和延伸方向与磁感应线方向夹角小于 20°的缺陷。
3)适用于检测未加工的原材料和加工的半成品、成品件和使用过的工件及特种设备。
4)适用于检测板材、型材、管材、棒材、焊接件、铸钢件及锻钢件。
渗透探伤的优点
1、操作简单,不需要复杂设备,费用低廉,缺陷显示直观,
2、具有相当高的灵敏度,能发现宽度 1 微米以下的缺陷。这种方法由于检验对象不受材料组织结构和化学成分的限制,
3、渗透探伤广泛应用于黑色和有色金属锻件、铸件、焊接件、机加工件以及陶瓷、玻璃、塑料等表面缺陷的检查。
4、它能检查出裂纹、冷隔、夹杂、疏松、折叠、气孔等缺陷;
磁粉检测的局限性:
1)只能适用于检测铁磁性金属材料,不适用于检测奥氏体不锈钢及其他非铁磁性材料
2)只适合检测工件的表面和近表面缺陷
3)检测时的灵敏度与磁化方向有很大关系,若缺陷方向与磁化方向近似平行或缺陷与工件表面夹角小于 20°,缺陷就难以发现。
4)受几何形状影响,易产生相关显示
5)若工件表面有覆盖层,将对磁粉检测有不良影响,在通电法和触头发磁化时,易产生打火烧伤
6) 部分磁化后具有较大剩磁的工件需进行退磁处理渗透检测存在一定的局限性,主要是以下四点:
1.它只能检出零件表面开口的缺陷,对被污染物堵塞或经机械处理(如喷丸抛光和研磨等)后开口被封闭的缺陷不能有效地检出。
2.它也不适于检查多孔性或疏松材料制成的工件和表面粗糙的工件如粉末冶金类工件,因为检验多孔性材料时,会使整个表面呈现强的荧光背景,以致掩盖缺陷显示;而工件表面太粗时,易造成假象降低检测效果。
3.渗透检测只能检出缺陷的表面分布,难以确定缺陷的实际深度,因而良难对缺陷做出定量评价。
4.检测结果受操作者的影响也较大。

(1)荧光磁粉探伤法对比率高。由于磁粉探伤主要依据观察缺陷形成的磁痕来判断缺陷的存在与否及其分布严重程度。因此,磁痕与周围背景之间的亮度或颜色差别是十分重要的,这种差别称为对比度。它们对光的反射的相对量称为对比率,其间之差别越大越容易识别。在强光下人跟对光强度的微小区别不敏感但对颜色识别能力很强,而在黑暗中人跟对颜色的识别能力很差,却能看到徽弱的亮光。磁粉探伤时若采用非荧光的黑色磁粉,假定其磁性工件表面喷涂了白色的反光增强剂,认为它是纯白色,从纯白色表面上反射的zui大光强度约为人射白光强度的99,从最黑的磁痕表面上反射的zui小光强度约为人射白光强度的3。这表明,黑白之间所得到的更大对比度率为33:l。而实际上这种比值不易得到,有试验表明,黑白对比率通常为9:1,而荧光磁粉显示与不发光的背景之间的对比率却很高,即使在周围环境有微弱的自光存在,这个对比率值仍可达到300;1,在较暗的背景时,对比率高达1000:1。这种对比率的较大差别,使得荧光磁粉探伤具有较高的裂纹俘获效率。
(2)荧光磁粉探伤法灵敏度高。我们曾作如下试验:采用美国PARKER公司FC800型荧光磁粉配制的油悬液,对ASME标准中工具钢人工缺陷试验环,以中心导体法通以2500A的直流电,可以发现环内部的孔序为8号的横孔(该横孔孔径0.7ram,距外圆表面14.2mm) 而在相同的磁化条件下,用非荧光磁粉法则不能发现8号横孔,这说明了荧光磁粉法灵敏度比非荧光磁粉法灵敏度要高。
(3)荧光磁粉适合暗处与作业空间狭窄部位的磁粉探伤。由于荧光磁粉探伤法对比率高,适合暗处作业,特别是大型船舶双层底环境中的磁粉探伤作业,以及一些特别狭窄部位的作业。比如某钢厂250t、300t转炉托圈内部结构的四周角焊缝,空间狭小,人眼不易靠近,采用非荧光磁粉探伤时磁痕观察困难,容易使缺陷漏检,但采用了荧光磁粉法检验,由于人眼对暗处的荧光磁粉的黄绿色磁痕十分敏感,观察者不用贴近工件也不会引起缺陷漏检。也可以减轻人眼长期观察的疲劳,降低磁粉探伤人员的劳动强度。
(4)荧光磁粉探伤法必须使用紫外线灯。由荧光磁粉探伤原理可知,在实施荧光磁粉探伤时必须配备专用的紫外线灯,这给探伤工作带来一些不便(一般荧光磁粉探伤不适应单人作业)。另外,由于紫外线灯幅射长波紫外线,对人体皮肤及眼晶体有伤害作用,在使用紫外线灯时必须注意光束能直接照射人眼或皮肤。
荧光探伤是溶有荧光染料的渗透剂渗入工件表面的微小裂纹中,清洗后涂吸附剂,使缺陷内的荧光油液渗出表面,在紫外线灯照射下显现黄绿色荧光斑点或条纹,从而发现和判断缺陷的方法。 荧光探伤应属于液体渗透探伤。荧光探伤用来检验零件表面的缺陷。可检验磁性和非磁性金属材料,也可以检验非金属材料。
荧光渗透探伤的步骤
1、被检查零件的清洗:
清除被检查零件表面的污垢和油迹。一般用四氯化碳水溶液清洗;
2、零件表面涂荧光液:
在零件表面涂上一层很薄的荧光液,搁置一段时间,使荧光液充分渗透到零件表面的缺陷中;
3、去除零件表面的荧光液:
用乳化剂涂于零件表面,再用细小的流水冲洗干净零件表面的乳化剂,并用布擦干净;
4、涂显像剂:
在零件表面涂上一层显像剂,由于显像剂有吸附作用,它会把渗入零件缺陷中的荧光液吸附在显像剂表面;
5、在紫外线荧光探伤灯下观察:
打开LUYOR-3104紫外线荧光探伤灯,待15秒左右,等LUYOR-3104紫外线荧光探伤灯点稳定后,将零件置于灯光下,由于荧光液在LUYOR-3104紫外线灯的激发下会发出荧光,便可在零件表面的缺陷处出现强烈的荧光。我们可以根据荧光的形状、位置及大小来判断零件的缺陷。
磁粉探伤可检测铁磁性材料表面和近表面的的缺陷,能直观的显示出缺陷的位置,形状,大小和严重程度.具有很高的检测灵敏度,检测速度快,工艺简单,成本低,污染小可重复检测,不受工件大小和几何形状限制.(只适合铁磁性材料)
超声波探伤的优点是检测厚度大、灵敏度高、速度 快、成本低、对人体无害,能对缺陷进行定位和定量。 然而,超声波探伤对缺陷的显示不直观,探伤技术难度大,容易受到主、客观因素的影响,以及探伤结果不便保存等,使超声波探伤也有其局限性。

荧光磁粉探伤机的磁粉分为水和油,所以需要考虑什么时候使用水,什么时候选择油,规格是多少我们都要好好思考一下。水基荧光磁粉与油基荧光磁粉价格相近,但水基荧光磁粉与无臭煤油价格相差较大,因此水基荧光磁粉的综合成本远低于油基荧光磁粉。
荧光磁粉可选择如下:
1.如果检测到工件,以下车的加工程序,可以使用水基荧光磁粉。
2.如果工件检测后,接水清洗,可以使用水基荧光磁粉。
3.如工件经检测、表面镀锌、镀铬、发黑等,可采用水性荧光磁粉。
4.如果工件检测后用油清洗,油荧光磁粉应使用。
5. 如果检测到的部分是用油性乳液处理的,则应使用油性荧光磁粉。
6.检测完成后的工件,需要进行包装和装运,需要使用油性荧光磁粉。
7.工件是精密零件,需要使用油荧光磁粉。
8. 根据测试过程要求进行选择。
荧光磁粉的制备方法
1. 水性荧光磁粉的制备:
复合荧光磁粉:4-5克/升
2. 油性荧光磁粉的制备:
磁粉:3-5 g/l无臭煤油(根据实际灵敏度样品配制)
磁粉探伤机可检测铁磁性材料中的裂纹、毛线、白点、褶皱、夹杂物等缺陷。具有较高的检测灵敏度,可以直接显示缺陷的位置、形状、大小和严重程度。具有良好的缺陷检测重复性。广泛应用于管道、棒材、型材、焊件、机加工件及锻件的探伤,尤其在压力容器中发挥着独特的作用。
 关注我们
关注我们